新聞動態
NEWS CENTER推薦產品
RECOMMOND聯系我們
CONTACT US聯系人:陳經理
手 機:182-6042-2333
電 話:132-0513-0111
地 址:江蘇省蘇州市張家港市南豐開發區8號
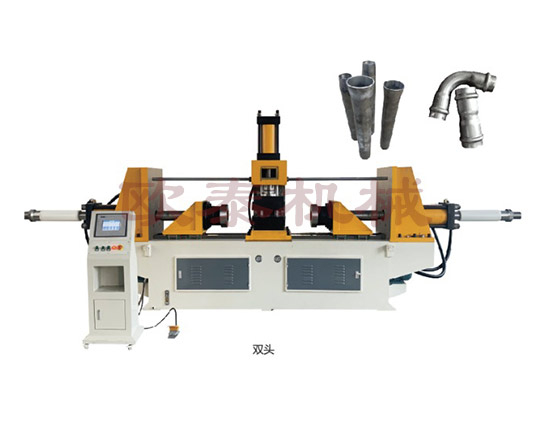
歐泰機械專業生產各類倒角機,全自動倒角機,雙頭倒角機產品。倒角機為了消除精密量具或模具、零件在長期使用中尺寸、形狀發生變化,常在低溫回火后(低溫回火溫度150-250℃)精加工前,把工件重新加熱到100-150℃,保持5-20小時,這種為穩定精密制件質量的處理,稱為時效。對在低溫或動載荷條件下的鋼材構件進行時效處理,以消除殘余應力,穩定鋼材組織和尺寸,尤為重要。
目前的針對殘余應力的不同處理方法有:自然時效方法和人工時效方法。
1、自然時效—適合:熱應力(鑄造鍛造過程中產生的殘余應力)冷應力(機械加工過程中產生的殘余應力) 焊接應力(焊接過程中產生的應力)自然時效是最古老的時效方法。它是把構件露天放置于室外,依靠大自然的力量,經過幾個月至幾年的風吹、日曬、雨淋和季節的溫度變化,給構件多次造成反復的溫度應力。再溫度應力形成的過載下,促使殘余應力發生松弛而使尺寸精度獲得穩定。
自然時效降低的殘余應力不大,但對工件尺寸穩定性很好,原因是工件經過長時間的放置,石墨尖端及其他線缺陷尖端附近產生應力集中,發生了塑性變形,松弛了應力,同時也強化了這部分基體,于是該處的松弛剛度也提高了,增加了這部分材質的抗變形能力,自然時效降低了少量殘余應力,卻提高了構件的松弛剛度,對構件的尺寸穩定性較好,方法簡單易行,但生產周期長。占用場地大,不易管理,不能及時發現構件內的缺陷,已逐漸被淘汰。
2、熱處理時效—適合:熱應力(鑄造鍛造過程中產生的殘余應力)冷應力(機械加工過程中產生的殘余應力) 焊接應力(焊接過程中產生的應力)熱時效處理是傳統的消除殘余應力方法。它是將構件由室溫緩慢,均勻加熱至5 5 0。C左右,保溫4.8小時,再嚴格控制降溫速度至1 5 0℃以下出爐。
熱時效工藝要求是嚴格的,如要求爐內溫差不大于±2 5℃,升溫速度不大于5 0。C/小時,降溫速度不大于2 0。C/小時。爐內最高溫度不許超過5 7 0℃,保溫時間也不易過長,如果溫度高于5 7 0℃,保溫時間過長,會引起石墨化,構件強度降低。如果升溫速度過快,構件在升溫中薄壁處升溫速度比厚壁處快的多,構件各部分的溫差急劇增大,會造成附加溫度應力。如果附加應力與構件本身的殘余應力疊加超過強度極限,就會造成構件開裂。
熱時效如果降溫不當,會使時效效果大為降低,甚至產生與原殘余應力相同的溫度應力(二次應力、應力疊加),并殘留在構件中,從而破壞了已取得的熱時效效果。文章來源地址:http://www.620688.cn
Copyright ? 張家港市歐泰機械有限公司 備案號:蘇ICP備20006810號-3 技術支持:永米科技(蘇州)有限公司
 掃一掃咨詢微信客服
掃一掃咨詢微信客服